

气态医用氧的充装用液态医用氧来自空分工厂或空分车间,自空工厂的液态医用氧按中国药典医用氧标准检验合格后储于液态医用氧储罐,液态医用氧可通过医用氧专用泵(一般为柱塞式液氧泵)加压至14.7MPa,然后通过医用氧专用汽化器汽化成气体,并通过医用氧专用充灌台充装于医用氧钢瓶。
工艺路线及依据
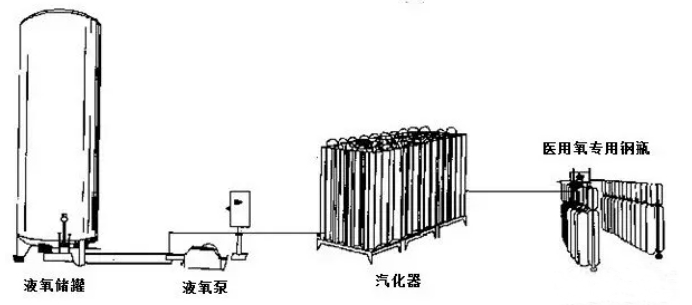
气态医用氧的充装用液态医用氧来自空分工厂或空分车间,自空工厂的液态医用氧按中国药典医用氧标准检验合格后储于液态医用氧储罐,液态医用氧可通过医用氧专用泵(一般为柱塞式液氧泵)加压至14.7MPa,然后通过医用氧专用汽化器汽化成气体,并通过医用氧专用充灌台充装于医用氧钢瓶。
此种工艺称作“液氧塔外汽化法”,比“液氧塔内汽化法”的优点是不使用氧压机,而是通过医用氧专用泵压入钢瓶,因而不存在水润滑的问题,不会造成医用氧的污染,符合医用氧GMP的相关规定。

编辑搜图
请点击输入图片描述(最多18字)
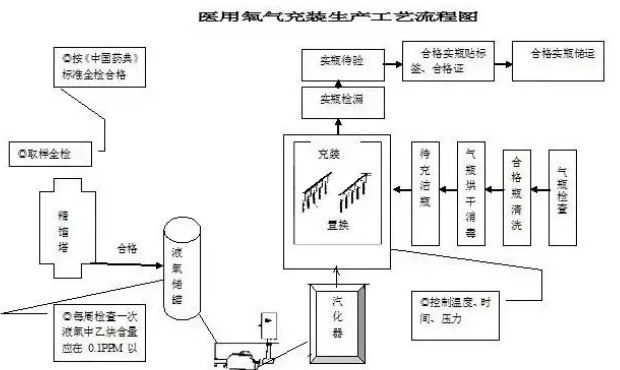
2.医用氧气充装工艺过程详细步骤
2.1. 医用氧专用空瓶检查:
2.1.1. 医用氧气瓶号。
2.1.2. 医用氧气瓶水压试验日期应在有效期内。
2.1.3. 医用氧气瓶外表面的颜色标记应是天蓝色并有医用氧标识;
2.1.4. 医用氧气瓶瓶阀的出口螺纹型式应是防错装接头;
2.1.5. 医用氧气瓶内有无剩余压力。如无,应置于不合格瓶区,以待质量部门进行鉴别。
2.1.6. 医用氧气瓶外表面应无无裂纹、严重腐蚀、明显变形及其他严重外部损伤缺陷;
2.1.7. 医用氧气瓶的安全附件如瓶阀、瓶帽应齐全和符合安全要求;
2.1.8. 医用氧瓶体、瓶阀等不应沾染油脂或其他可燃物。钢印标志应清淅可辨认;
编辑搜图
请点击输入图片描述(最多18字)
2.2. 医用氧气充装检查:
2.2.1. 医用氧气充装压力确定:根据充装温度进行压力计算。室内温度在20℃时,气瓶充装压力为14.7±0.5 Mpa。但气瓶的充装压力最高不能过16.2 Mpa。
按下式换算:
P充=P()
P充—应充压力(Mpa)
P—标准压力(14.7 Mpa)
T绝=273℃
T常—常温(室内温度)(℃)
T标—标准温度(20℃)
2.2.2. 医用氧气充装台面是否干净整洁,有无油污及障碍物;
2.2.3.通知医用氧气汽化房开泵,当气体流经管路时,开启放空阀,将管路内氧气放空5分钟后,填写请验单,通知化验室在线检查管路内氧含量,如氧含量达到99.6%或以上,可进入医用氧气充装状态;天茂气体提示您如医用氧氧含量不合格,继续放空5分钟,直到医用氧含量达到99.6%或以上时,进入正式充装生产状态。
2.3. 医用氧气瓶的充装:
2.3.1.将清洁消毒处理合格的医用氧气瓶移至充装台,逐一接上充装头,打开分气阀门,气体将在压力作用下,充入每一个钢瓶,当瓶内压力达到0.7MPa时,打开放空阀,将瓶内医用氧气体全部放空,如此置换二次,将瓶内可能存在的空气全部置换掉。
2.3.2. 医用氧气瓶内气体置换完成后,第三次进气即进入正式医用氧充装状态。开启医用氧气瓶阀时应缓慢操作,并应注意监听医用氧气瓶内有无异常音响;在医用氧气瓶内气体压力达到充装压力(14.7±0.5 Mpa)的三分之一以前,应逐只检查医用氧气气瓶的瓶体温度是否大体一致,瓶阀的密封是否良好。发现异常时应及时妥善处理;
2.3.3. 医用氧气气瓶的充装时间不应少于30min;
2.3. 医用氧气充装后的气瓶检查:
2.3.1. 医用氧气充装结束,将医用氧气实瓶移入检漏区内,用肥皂水对医用氧气瓶的瓶阀处逐支涂刷,发现有漏气的瓶将其移入不合格医用氧气瓶区作放空处理。
2.3.2.检漏合格的医用氧气气瓶,将已充气瓶置实瓶库待验区,请检化验,质量部按每百瓶抽二瓶的规则抽样,按国家医用氧气药品质量标准进行全检,合格后,解除待验状态,进入医用氧气实瓶库合格区,同时,每瓶医用氧应附有质量部签发的合格证,合格证上应注明:品名、医用氧气生产企业名称、医用氧气生产批号、医用氧气生产日期、有效期、氧气数量、压力、执行标准。
编辑搜图
请点击输入图片描述(最多18字)